| 产地 | 山东聊城 |
|---|---|
| 材质 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 规格 | 10-133*1-26 |
| 长度 | 散尺或定尺 |
| 运输 | 陆运、海运 |

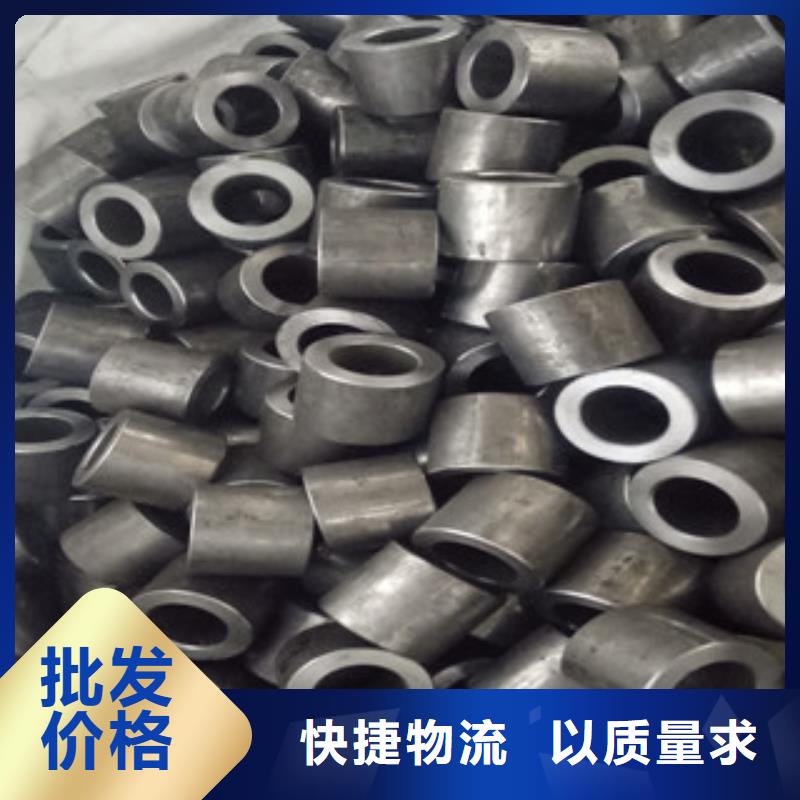
生产工艺①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查、管坯加热、穿孔、轧管
、钢管再加热、定(减)径、热处理、成品管矫直、精整、检验、(无损、理化、台检)、入库②冷轧(
拔)无缝钢管主要生产工序:坯料准备、酸洗润滑、冷轧(拔)、热处理、矫直、精整、检验一般的无缝
钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进
行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约
一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生
,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,
冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多
的粗糙,口径也没有太多的毛刺。


用途:用于桥梁的专用钢种为“16Mnq”,汽车大梁的专用钢种为“16MnL”,压力容器的专用钢种为
“16MnR”。执行标准:GB/T8163-2008(输送流体用) GB6479-2000(高压化肥设备用无缝钢管)此类钢是
依靠调整含碳(C)量来改善钢的力学性能,因此,根据含碳量的高低,此类钢又可分为:碳钢--含碳量
一般小于0.25%,如10、20钢等;中碳钢--含碳量一般在0.25~0.60%之间,如35、45钢等;高碳钢--含碳
量一般大于0.60%。此类钢一般不用于制造钢管。16Mn无缝管工艺流程:管坯、检验、剥皮、检验、加热
、穿孔、酸洗、修磨、润滑风干、焊头、冷拔、固溶处理、酸洗、酸洗钝化、检验、冷轧、去油、切头、
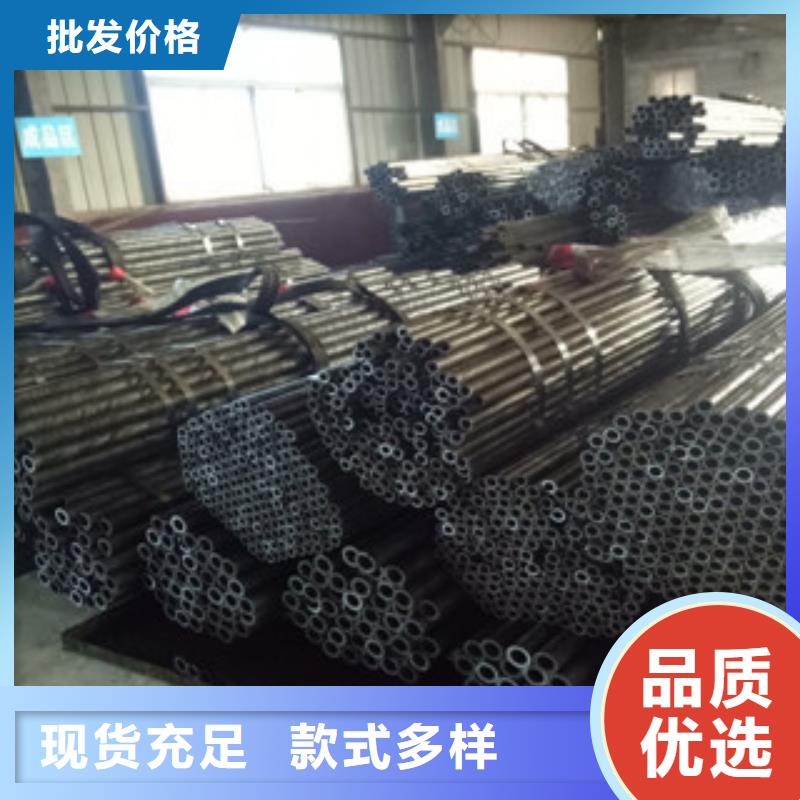
风干、内抛光、外抛光、检验、标识、成品包装 1、生产制造方法按生产方法不同可分为热轧管、冷轧
管、冷拔管、挤压管等。
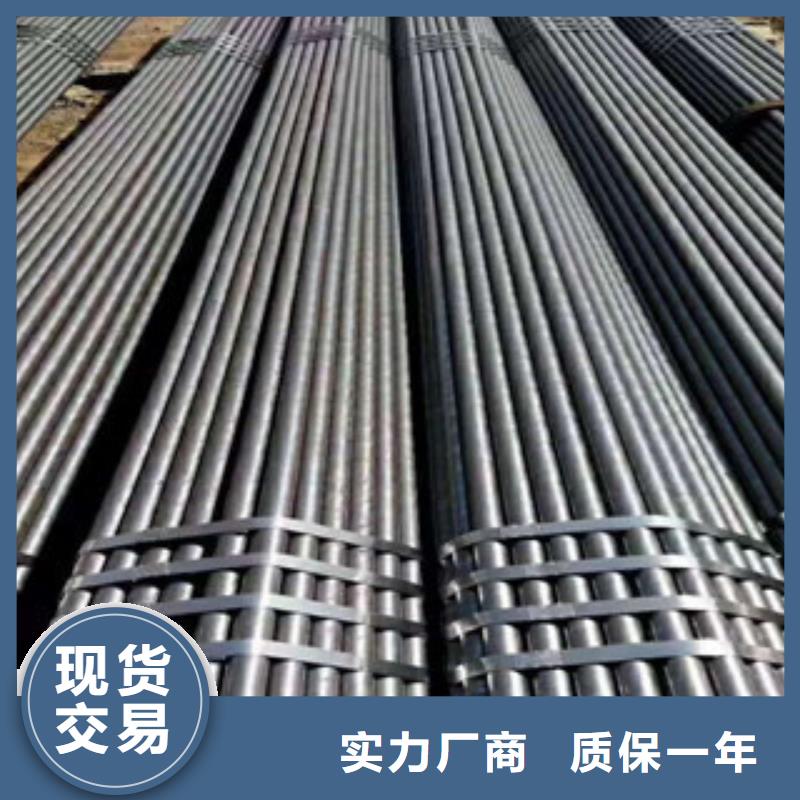
25.16Mn无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度, 在管坯穿
孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的
作用下,管坯内部逐渐形成空腔,称毛管。再送至 自动轧管机上继续轧制。 经均整机均整壁厚,经
定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小
和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通 常在二辊式轧机上进行,钢管
在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷
拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较
小的模孔中挤出。此法可生产直径较小的钢管。



35CRMO无缝管(Seamless tube)是一种具有中空截面、周边没有接缝的长条钢材。目前,全世界生产无
缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个
公司下的260多个厂。2000年,无缝管全国表观消费量为418.0万吨,其中国内供应量的382.1万吨,占国
内总需求的91.4%。进口为35.9万吨,占国内总需求的8.59%。同年石油管消费量大约为91万吨。进口约
25.2万吨。进口管占国内总消费量的大约70%,其中进口管占国内总消费量的27.69%,石油管进口量约占
无缝管总进口量的大约70%。从日本进口的石油管占总进口量一半以上。中国 的石油套管生产基地—
—天津钢管公司2000年的钢管产品出来为52.20万吨,其中石油套管产量为36.41万吨。套管占全国石油产
量的一半以上。在产量和销售量上都占中国套管市场的 位。
从国际和国内两个市场来看,无缝管(包括石油专用管)的现有生产能力均已大于需求。所以,今后的重
点应放在充分发挥现有机组的能力,开发出高强度等级、高抗击毁、高抗腐蚀的石油管、高压锅炉管和气
瓶管等产品。也是 针对当前我国钢铁市场进行优化产品结构的内容。这也是增加在国内外产品竞争力
、扩大市场份额的关键所在。就是说,提高国内钢管企业的市场竞争力是加和WTO以后国内企业长期的任
务和成功发展的关键。



兰格精密管有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 新疆伊犁珩磨液压管产品的不断改进和更新。 新疆伊犁珩磨液压管产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。